Baugruppenfertigung
Baugruppenfertigung. Herstellung und Montage aus einer Hand bringen Effizienz und Sicherheit.
Konstruktion, Herstellung, Zukauf, Montage, Justieren, Prüfen: Viele Kunden nutzen unsere einmalige Infrastruktur und geben die Baugruppenfertigung mechanischer, elektromechanischer und dekorativer Module in unsere Hände.
Auslegung und Konstruktion. Die Dienstleistung unserer Ingenieure fängt früh an. Wir unterstützen Sie durch Konstruktion und Auslegung der Baugruppe und ihrer Komponenten. Werkstoffgerechte Toleranzen, Passungen und Lagersitze legen wir auf Wunsch fest oder suchen geeignete Werkstoffpaarungen für Gleitlager aus.
Die Baugruppenfertigung betrachten wir im Ganzen. Fertigungsverfahren, Montageablauf und Fügeprozesse stimmen wir mit Ihnen ab. Ziele sind die zuverlässige Funktion der Baugruppe und die wirtschaftliche Produktion. Selbstverständlich auch unter Berücksichtigung der Demontage für das Recycling des Moduls.
Universelle Komponentenfertigung. Wir beherrschen die etablierten Herstellverfahren für Kunststoffteile im Geräte- und Maschinenbau. In unseren Werken sind Maschinen mit den unterschiedlichsten Funktionen installiert. Die technischen Möglichkeiten unserer universell ausgerichteten Fertigung sind immens.
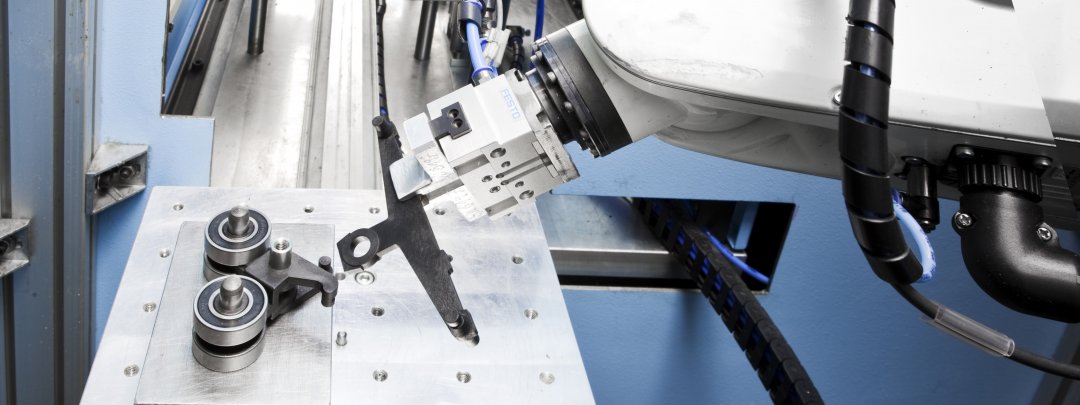
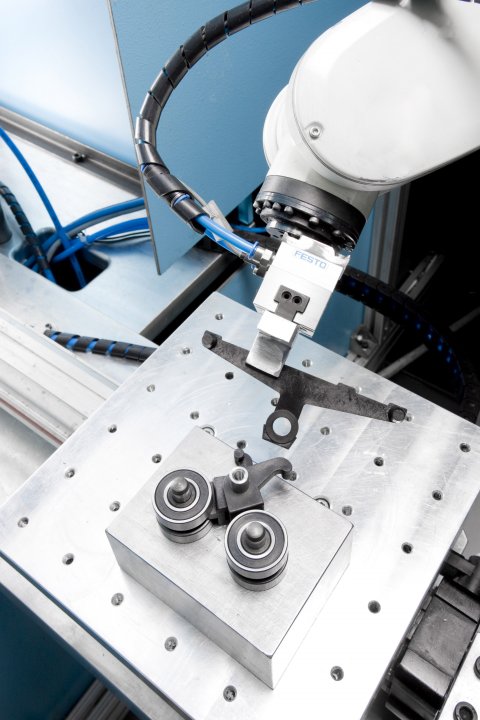
Manuell, automatisch oder kollaborativ. Komplexität der Baugruppe und die Fertigungslosgrösse bestimmen die Montageplanung und den Automationsgrad. Neben der manuellen Montage führen wir Montagen mit Knickarm-Robotern, inline an der Fertigungsmaschine oder in vollautomatischen Montageinseln durch.
Kommend ist die Mensch-Roboter-Kollaboration. Hier setzen wir zum Handhaben der Komponenten leichte Pick-and-Place-Roboterarme ein. Diese Cobots können aufgrund eines ausgeklügelten Sicherheitssystems bei der Zusammenarbeit den Menschen nicht verletzen. So gestalten wir mit unseren mobilen und flexibel einsetzbaren Leichtbaurobotern die Automatisierung von Montageschritten. Auch dort, wo es bisher wirtschaftlich nicht möglich war (z. B. bei hoher Stückzahlflexibilität und Variantenflexibilität).
| Fertigung |
Automatendrehen, |
| Dienstleistung |
Auslegung, Kommissionieren, Konstruktion, Lagerhaltung, Logistik, Recycling, Verpacken, Werkstoffauswahl, Zukauf |
| Montage |
Ablängen, automatisierte Montage, Bohren, Clipsen, Einpressen, Gewindeschneiden, Insert-Technik, Justieren, Kleben, Konfektionieren, manuelle Montage, Montagespritzguss, Nieten, Outsert-technik, Prüfen, Reinraummontage, Schrauben, Schweissen, Ultraschallfügen, Zuschneiden |
| Nachbehandlung |
Direktmarkieren, EMV-Abschirmungen, Gleitschleifen, Konditionieren, Lackieren, Siebdruck, Strahlen, Tampondruck, Tempern, Trovalisieren, UV-Bestrahlung |